Table of Contents >> Show >> Hide
- What “Simple” Gear Production Really Means
- Gear Basics You Actually Need (No Ancient Scrolls Required)
- Two Practical Paths to CNC Gears (Pick Your Adventure)
- The Arduino CNC Control Stack (The “It Actually Moves” Part)
- Step-by-Step: From Gear Idea to Meshing Teeth
- Tooling and Materials That Won’t Make You Cry (As Much)
- Common Failure Modes (and How to Fix Them Before They Fix You)
- Mini Case Study: A Simple Gear Pair for a Small Robot Arm
- Safety and Sanity Checks
- Conclusion
- Field Notes: of Real-World Experience (a.k.a. “What I Wish Someone Told Me”)
If you’ve ever looked at a gear and thought, “Surely that’s witchcraft,” good news: it’s mostly math, a little patience, and one microcontroller that was originally meant to blink LEDs. With an Arduino running GRBL and a modest CNC (router, mill, or a lovingly cobbled-together machine that squeaks when it’s happy), you can make surprisingly usable gearsespecially for robots, mechanisms, props, test rigs, and “I just need it to spin” projects.
This guide focuses on simple CNC gear production with Arduino: practical workflows, realistic tooling, and the “don’t do what I did” lessons that keep your gears from sounding like a bag of marbles in a dryer.
What “Simple” Gear Production Really Means
“Simple” doesn’t mean “toy.” It means you’re using accessible hardware and repeatable steps:
- Arduino + GRBL as the motion controller (budget-friendly, widely supported).
- Spur gears first (straight teeth, easiest to manufacture and validate).
- Materials that are forgiving (Delrin/acetal, nylon, wood, aluminumsave steel for later).
- Toolpaths that don’t require a PhD or a five-axis machining center.
You can absolutely cut “real” involute spur gears at home. The trick is choosing the right method for your machine and your tolerance for fiddling.
Gear Basics You Actually Need (No Ancient Scrolls Required)
Involute Teeth: The Shape That Makes Gears Behave
Most modern spur gears use an involute tooth profile because it keeps the velocity ratio constant as gears mesh. Translation: smooth motion, less binding, and fewer sad noises. It also means the tooth shape is standardized and predictable, which is perfect for CAD/CAM workflows.
Pressure Angle: Pick One and Commit
The most common pressure angle you’ll see is 20°. It’s popular because it generally supports higher loads than older 14.5° standards and is easy to source in tooling and stock gears. The key rule: gears must share the same pressure angle to mesh properly.
Module vs. Diametral Pitch: Metric vs. Inch, Choose Your Team
Two common sizing systems:
- Module (m) (metric): pitch diameter D = m × N (in mm), where N is tooth count.
- Diametral Pitch (DP) (inch): pitch diameter D = N / DP (in inches).
A handy mental model: higher DP = smaller teeth; higher module = bigger teeth. For DIY CNC, bigger teeth are more forgiving, so many beginners prefer something like module 1 (metric) or 16–20 DP (inch) depending on the project size.
Two Practical Paths to CNC Gears (Pick Your Adventure)
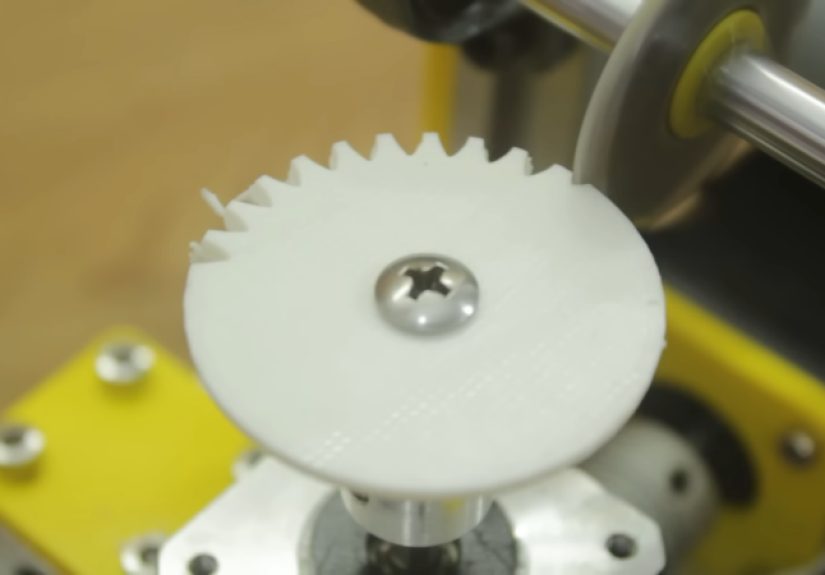
Path A: 2.5D “Profile” Gears (Fastest and Surprisingly Useful)
This method cuts the gear shape as a flat profile from sheet stockthink plywood, acrylic, Delrin, or aluminum plate. You generate a spur gear outline in CAD, then run a 2D contour toolpath. It’s the quickest route to functional gears for:
- Light-duty robots and mechanisms
- Timing and indexing projects
- Prototypes that will later become “real” gears
- Educational builds and demos
The tradeoff: tooth accuracy depends on tool diameter, machine rigidity, and how well you dial in backlash and deflection. Still, with the right material and conservative settings, profile gears can run smoother than you’d expect.
Path B: Indexed Tooth Cutting (More “Real Gear,” More Setup)
Here, you cut each tooth space by indexing the gear blank between cuts. This often involves:
- A simple rotary axis (a 4th axis), or
- A manual indexing fixture you rotate between toolpath cycles
You can use a small end mill with careful toolpaths, or a form tool (involute gear cutter) suited to your pitch/module and tooth count range. The payoff is better tooth geometry and improved meshingespecially in tougher materials.
The Arduino CNC Control Stack (The “It Actually Moves” Part)
GRBL on Arduino: Why It’s the Default Choice
GRBL is popular because it interprets G-code and generates step pulses with reliable timing for hobby-class CNC motion. In the real world, this means your laptop can stream G-code while the Arduino handles the “make motors move smoothly” work.
Drivers, Shields, and Power: Where Smooth Motion Is Won or Lost
Your motion quality depends heavily on the “middle layer” hardware:
- Stepper drivers (A4988/DRV8825 class for smaller machines, external drivers for bigger steppers)
- Proper current limiting (too low = missed steps; too high = hot drivers and sizzling regret)
- A stable power supply sized for your motors
If you remember one tuning habit: set driver current limits deliberately instead of spinning the little potentiometer like a game show wheel. It improves reliability and reduces missed steps that can ruin a gear halfway through tooth #17.
Limit Switches and Homing: The Difference Between “Repeatable” and “Vibes”
You can cut gears without homing, but repeatable work is dramatically easier with limit switches:
- Consistent work zero
- Safer recovery after a stop
- Less “where am I?” when you resume a long job
Step-by-Step: From Gear Idea to Meshing Teeth
1) Choose Specs That Your Machine Can Actually Cut
Start with a realistic target:
- Spur gear, 20° pressure angle
- Tooth count: 18–60 (very low tooth counts can undercut and get tricky)
- Module/DP: choose larger teeth for easier machining
- Face width: keep it moderate (wider = more load, but also more cutting time and deflection)
If you’re making a matching gear pair, decide the ratio early. For spur gears on parallel shafts, your ratio is simply: ratio = Ndriven / Ndriver.
2) Generate the Gear Geometry (Without Hand-Drawing 80 Tiny Curves)
You’ve got options, and you don’t need to pay “industrial CAD money” to start:
- Fusion (Autodesk) spur gear add-in for parametric gear creation
- Online involute gear generators that export SVG/DXF
- CNC community workflows that import SVG into CAM tools
Pro tip: generate the gear, then add features like a hub, keyway, set-screw flat, or lightening holes after the fact. Keep tooth geometry “pure” until you confirm it meshes.
3) Make a Gear Blank That’s Not a Potato Chip
“Gear blank” is machinist-speak for “the round thing you turn into a gear.” It needs to be:
- Flat and reasonably parallel
- Centered well (or at least consistently centered)
- Fixtured like you mean it
For sheet gears, your blank is basically the sheet itselfjust leave enough margin for tabs or hold-down screws. For indexed cutting, start with a round blank (sawn, turned, or faced on the machine).
4) CAM Toolpaths: Keep It Conservative and Clean
For 2.5D profile gears:
- Tool: 1/8″ (3.175 mm) end mill is a common sweet spot
- Strategy: 2D contour, multiple shallow passes
- Finishing pass: a light final pass improves tooth edges
For indexed cutting:
- Cut one tooth space, index, repeat
- If using a form cutter, make sure the cutter matches your pitch/module and tooth range
- Use a conservative depth of cut to avoid chatter and profile errors
If your CAM offers “stock to leave,” use it. A roughing pass plus a finishing pass often produces noticeably smoother gear teeth.
5) Run the Job: Sending G-code Without Chaos
Your basic workflow:
- Home (if you have switches)
- Set work zero (X/Y at center or a reference corner, Z at surface)
- Dry run above the work (air cut) to confirm the toolpath
- Cut for realpreferably with a hand hovering near the stop button, like a responsible adult
A dry run is especially important for gears because one wrong origin can turn “precision motion component” into “modern art.”
6) Deburr, Inspect, and Test Mesh
Freshly cut gears often feel rough because of burrs. A quick cleanup can transform the mesh:
- Deburr tooth edges lightly (hand deburring tool, fine file, Scotch-Brite)
- Check center hole fit and runout
- Test mesh by hand before powering anything
- Listen for tight spots (they usually mean eccentricity, backlash issues, or a profile problem)
Tooling and Materials That Won’t Make You Cry (As Much)
Materials (Ranked by “Beginner-Friendly”)
- Delrin/Acetal: machines cleanly, low friction, great for gears
- Nylon: tough and quiet, but can be stringy
- Wood: great for prototypes, surprisingly functional at low loads
- Aluminum: workable, but demands better rigidity and chip control
- Steel: doable, but “simple” ends here unless your machine is truly rigid
Cutters: End Mills vs. Form Cutters
End mills are versatile and perfect for profile gears and experimental work. If your tool diameter is too large relative to the tooth spaces, you’ll lose detail and accuracy. Smaller tools preserve geometry but increase cutting time and the risk of deflection.
Involute gear cutters (form cutters) are purpose-built. They’re chosen based on pitch/module, pressure angle, and a tooth-count range. They can produce excellent results with indexed cutting, assuming your setup is solid and your blank is properly aligned.
Common Failure Modes (and How to Fix Them Before They Fix You)
Problem: The Gear “Binds” Once per Revolution
That’s often a centering/runout issue. Your gear might be slightly off-center, or your mating gear isn’t mounted concentrically. Fixes:
- Use a precise bore and a snug shaft fit
- Indicate the blank before cutting (if you can)
- Cut the bore in the same setup as the teeth for best concentricity
Problem: Loud Mesh and Rough Feel
Causes include burrs, chatter marks, too-aggressive feeds, or a poor finish pass. Fixes:
- Add a light finishing pass
- Reduce depth of cut
- Deburr carefully (don’t “round over” the profilejust remove fuzz)
Problem: Teeth Look “Mushy” or Wrong Shape
If you’re profiling with a large cutter, the tooth spaces may be over-simplified. Try:
- Smaller diameter end mill
- Better CAM smoothing/tolerance settings
- Switch to indexed cutting if you need higher fidelity
Problem: The Cut Starts Fine Then Drifts (Missing Steps)
Missed steps are the silent gear-killers. Common fixes:
- Set stepper driver current correctly
- Lower acceleration and max feed in GRBL settings
- Check mechanical binding (leadscrews, wheels, belts)
- Improve wiring and grounding (noise can cause chaos)
Mini Case Study: A Simple Gear Pair for a Small Robot Arm
Let’s say you need a reduction stage for a lightweight robot arm. You choose:
- 20° pressure angle spur gears
- Driver: 20 teeth
- Driven: 60 teeth (3:1 reduction)
- Material: Delrin sheet, 6 mm thick
Workflow:
- Generate both gears in Fusion’s spur gear tool (same module, same pressure angle).
- Export profiles to CAM, add a small hub and bore features.
- Cut bores and teeth in the same setup for concentricity.
- Use tabs to prevent the gears from “escaping” at the end of the cut (it happens fast, like a cartoon).
- Deburr, test mesh by hand, then apply a tiny bit of dry lube if needed.
Result: a gear set that’s quiet, lightweight, and totally adequate for a robot arm that’s lifting a sensor, not a refrigerator.
Safety and Sanity Checks
- Eye protection: always. Chips don’t care about your weekend plans.
- Spindle safety: keep hands away; use proper workholding.
- Emergency stop: have a reliable stop method and know where it is.
- Air cuts: prevent expensive surprises.
- Don’t chase tolerances blindly: for many DIY gears, smooth mesh matters more than perfect math.
Conclusion
Simple CNC gear production with Arduino is one of those “sounds impossible, turns out practical” projects. Start with 2.5D profile gears to prove the workflow, then graduate to indexed tooth cutting when you want smoother mesh, stronger materials, and bragging rights at the next maker meetup.
The big wins come from boring, unsexy habits: consistent workholding, sensible feeds and speeds, correct driver current limits, and patient inspection. Nail those, and your Arduino will happily supervise a little gear factoryno wizard hat required.
Field Notes: of Real-World Experience (a.k.a. “What I Wish Someone Told Me”)
The first time I cut a gear on an Arduino-driven CNC, I learned an important truth: a gear is a magnifying glass for machine problems. A decorative sign can forgive a tiny bit of backlash or flex. A gear? A gear will tattle immediately, loudly, and repeatedlyonce per tooth, forever.
My biggest breakthrough wasn’t a fancy toolpath. It was realizing that workholding is half the project. If your blank can move even a hair, your tooth spacing turns into interpretive dance. I now treat gear blanks like they’re auditioning for a role in a high-budget movie: clamped firmly, supported properly, and never trusted on vibes alone.
Next lesson: driver current settings matter more than you think. Too low and you’ll miss steps when the cutter hits a tougher spot. Too high and the driver runs hot enough to toast a marshmallow (which is fun, but not recommended for electronics). Once I started setting current intentionally and lowering acceleration a little, jobs stopped “randomly” failing on tooth #23 like it was cursed.
For profile gears, I learned to stop trying to “win with speed.” A shallow pass schedule with a light finishing pass produced cleaner edges, less fuzz, and better mesh. Also: deburring is not optional. Burrs make a gear feel crunchy. Five minutes of careful cleanup can make the difference between “this sounds broken” and “wait… that’s actually smooth.”
I also learned to pick tooth size based on reality, not optimism. Tiny teeth look cool, but small end mills deflect, chip evacuation gets annoying, and any error becomes a bigger percentage of the tooth geometry. When I switched to slightly larger module/DP for early projects, success rate went up, stress level went down, and my vocabulary became more family-friendly.
Finally, don’t underestimate the value of a simple test: mesh the gears by hand before powering anything. Spin slowly, feel for tight spots, listen for rubbing, and mark the problem area. If it binds once per revolution, that’s often concentricity or alignment. If it binds everywhere, that’s profile, spacing, or burrs. Either way, you’re debugging with your fingertips instead of sacrificing a motor to the gear gods.
If you take nothing else: start simple, measure often, and embrace iteration. Your first gear doesn’t need to be perfectit just needs to teach you what your machine is really doing. Then the second gear gets better. And by the third, you’ll be making gears on purpose… which is both empowering and mildly suspicious.